
在機械加工過程中,經常用到銑刀、車刀,它們成為我們每天生產必不可少的基本條件。很多新接觸機加工行業的人員不知道什么是銑刀、車刀,也不知道它們有什么區別。今天在這里說說機加工廠常用的銑刀、車刀的概念和不同。
一、車刀、銑刀的概念:
1.車刀:車刀是用于車削加工的、具有一個切削部分的刀具。車刀是切削加工中應用最廣的刀具之一。
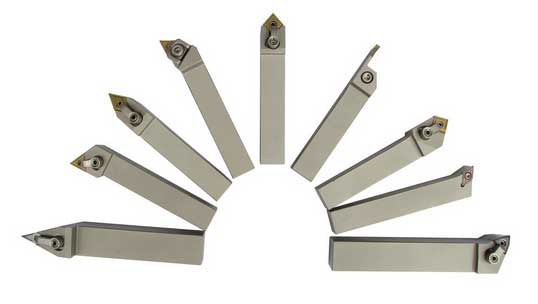
車刀的工作部分就是產生和處理切屑的部分,包括刀刃、使切屑斷碎或卷攏的結構、排屑或容儲切屑的空間、切削液的通道等結構要素。車刀的工作部分就是產生和處理切屑的部分,包括刀刃、使切屑斷碎或卷攏的結構、排屑或容儲切屑的空間、切削液的通道等結構要素。車刀的切削部分由主切削刃、副切削刃、前刀面、主后刀面和副后刀面,刀尖角成。車刀的切削部分和柄部(即裝夾部分)的結合方式主要有整體式、焊接式、機械夾固式和焊接-機械夾固式。
機械夾固式車刀可以避免硬質合金刀片在高溫焊接時產生應力和裂紋,并且刀柄可多次使用。機械夾固式車刀一般是用螺釘和壓板將刀片夾緊,裝可轉位刀片的機械夾固式車刀。刀刃用鈍后可以轉位繼續使用,而且停車換刀時間短,因此取得了迅速發展。
車刀分類:
(1)按結構可分為整體車刀、焊接車刀、機夾車刀、可轉位車刀和成型車刀。其中可轉位車刀的應用日益廣泛,在車刀中所占比例逐漸增加。
(2)硬質合金焊接車刀 所謂焊接式車刀,就是在碳鋼刀桿上按刀具幾何角度的要求開出刀槽,用焊料將硬質合金刀片焊接在刀槽內,并按所選擇的幾何參數刃磨后使用的車刀。
(3)機夾車刀 機夾車刀是采用普通刀片,用機械夾固的方法將刀片夾持在刀桿上使用的車刀。
2.銑刀:是用于銑削加工的、具有一個或多個刀齒的旋轉刀具。工作時各刀齒依次間歇地切去工件的余量。銑刀主要用于在銑床上加工平面、臺階、溝槽、成形表面和切斷工件等。

銑刀的分類:
(1)圓柱形銑刀:用于臥式銑床上加工平面。刀齒分布在銑刀的圓周上,按齒形分為直齒和螺旋齒兩種。按齒數分粗齒和細齒兩種。螺旋齒粗齒銑刀齒數少,刀齒強度高,容屑空間大,適用于粗加工;細齒銑刀適用于精加工。
(2)面銑刀:用于立式銑床、端面銑床或龍門銑床上加工平面,端面和圓周上均有刀齒,也有粗齒和細齒之分。其結構有整體式、鑲齒式和可轉位式 3種。
(3)立銑刀:用于加工溝槽和臺階面等,刀齒在圓周和端面上,工作時不能沿軸向進給。當立銑刀上有通過中心的端齒時,可軸向進給。
(4)三面刃銑刀:用于加工各種溝槽和臺階面,其兩側面和圓周上均有刀齒。
(5)角度銑刀:用于銑削成一定角度的溝槽,有單角和雙角銑刀兩種。
(6)鋸片銑刀:用于加工深槽和切斷工件,其圓周上有較多的刀齒。為了減少銑切時的摩擦,刀齒兩側有15′~1°的副偏角。
(7)此外,還有鍵槽銑刀、燕尾槽銑刀、T形槽銑刀和各種成形銑刀等。T形銑刀用來銑T形槽。
二、車刀和銑刀區別:
1.用途及加工方式:車刀是用于車削加工的、具有一個切削部分的刀具;銑刀,是用于銑削加工的、具有一個或多個刀齒的旋轉刀具。
2.結構:車刀包括刀刃、使切屑斷碎或卷攏的結構、排屑或容儲切屑的空間、切削液的通道等結構。銑刀各刀齒依次間歇地切去工件的余量;銑刀工作端面有刀齒,為加工部位,主要用于在銑床上加工平面、臺階、溝槽、成形表面和切斷工件等。
3.分類:車刀按結構可分為整體車刀、焊接車刀、機夾車刀、可轉位車刀和成型車刀;銑刀分整體式、整體焊齒式、鑲齒式、可轉位式。
4.材料:車刀常用高碳鋼、高速鋼、非鑄鐵合金刀具、燒結碳化刀具、陶瓷車刀;銑刀常用高速工具鋼、硬質合金
5.車刀的用途:車刀是應用最廣的一種單刃刀具,也是學習、分析各類刀具的基礎。車刀用于各種車床上,加工外圓、內孔、端面、螺紋、車槽等。車刀按結構可分為整體車刀、焊接車刀、機夾車刀、可轉位車刀和成型車到。其中可轉位車刀的應用日益廣泛,砸車刀鐘所占比例逐漸增加。
6.銑刀的用途:
(1)平頭銑刀,進行粗銑,去除大量毛坯,小面積水平平面或者輪廓精銑;
(2)球頭銑刀,進行曲面半精銑和精銑;小刀可以精銑陡峭面/直壁的小倒角。
(3)平頭銑刀帶倒角,可做粗銑去除大量毛坯,還可精銑細平整面(相對于陡峭面)小倒角。
(4)成型銑刀,包括倒角刀,T形銑刀或叫鼓型刀,齒型刀,內R刀。
(5)倒角刀,倒角刀外形與倒角形狀相同,分為銑圓倒角和斜倒角的銑刀。
(6)T型刀,可銑T型槽。
(7)齒型刀,銑出各種齒型,比如齒輪。
(8)粗皮刀,針對鋁銅合金切削設計之粗銑刀,可快速加工。
在機加工行業,根據需要合理正確選擇加工刀具,不但能提升生產效益,更能確保產品品質,創造更多價值。
 微信二維碼
微信二維碼